在智能制造和工業4.0的浪潮下,實現生產現場數據的實時采集、處理與可視化是提升生產效率與質量的關鍵。本文旨在探討一種集機床PLC數據采集、條碼識別與打印功能于一體的網絡工程與系統集成方案,為構建高效、透明的數字化車間提供參考。
一、 方案總體架構
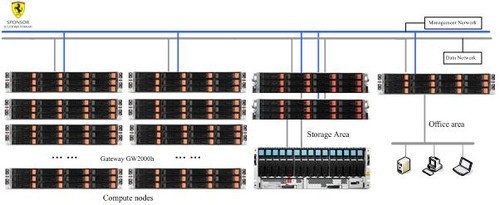
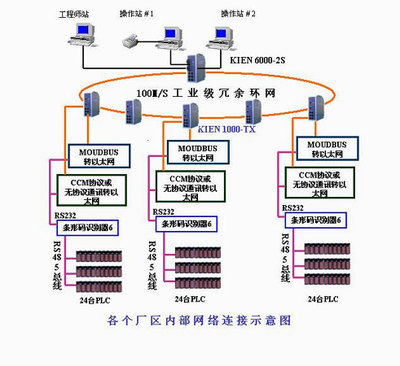
本方案采用分層、模塊化的設計思想,總體架構可分為現場設備層、數據采集與邊緣計算層、網絡傳輸層以及信息管理層。
- 現場設備層: 包括各類數控機床、加工中心及其內置的PLC控制器,以及用于工件/物料標識的條碼打印機和用于信息讀取的固定式或手持式條碼掃描器。PLC作為機床的“大腦”,控制著加工邏輯與狀態。
- 數據采集與邊緣計算層: 這是方案的核心。通過在車間部署工業網關或數據采集服務器,采用以下方式與PLC交互:
- 協議解析: 網關內置多種工業協議驅動(如西門子S7、三菱MC、歐姆龍FINS、Modbus TCP等),能夠主動輪詢或監聽PLC中指定的數據寄存器(如加工數量、設備狀態、報警代碼、程序號、主軸轉速等)。
- 條碼集成: 掃描器將讀取的物料/工件條碼信息(如零件號、批次號)通過串口或網絡接口發送至采集網關。網關可根據管理系統的指令,驅動條碼打印機打印包含生產指令、序列號等信息的標簽。
- 邊緣處理: 網關對采集到的原始數據進行清洗、格式轉換、輕量級計算(如OEE初步計算)和緩存,減輕上層系統壓力。
- 網絡傳輸層: 采用工業以太網構建車間級網絡,確保數據采集設備、PLC、掃描器、打印機與管理服務器之間的穩定、高速通信。關鍵區域可采用環網或冗余設計保障可靠性。
- 信息管理層: 部署MES(制造執行系統)或專用的生產監控平臺。它接收來自邊緣網關的標準化數據,進行存儲、分析、展示,并向下發出生產指令和打印任務。
二、 關鍵技術實現
- PLC數據無擾采集: 為避免影響機床原有控制邏輯,采集過程應嚴格遵循“只讀不寫”原則,通過PLC的通信口或擴展模塊進行數據監聽。對于老舊設備,可考慮加裝協議轉換模塊。
- 數據與條碼的關聯綁定: 這是實現產品全流程追溯的基礎。系統需建立邏輯規則,將掃描的物料條碼與機床即將執行的加工程序(來自PLC數據)、設備編號、開始時間等關鍵信息自動綁定,形成唯一的生產數據包。
- 實時打印觸發: 生產任務啟動或工件完成加工時,MES可觸發打印指令。網關接收指令后,驅動打印機輸出包含本次加工關鍵信息(如產品SN碼、時間、操作員、檢驗結果二維碼)的標簽,用于粘貼至成品或流轉卡。
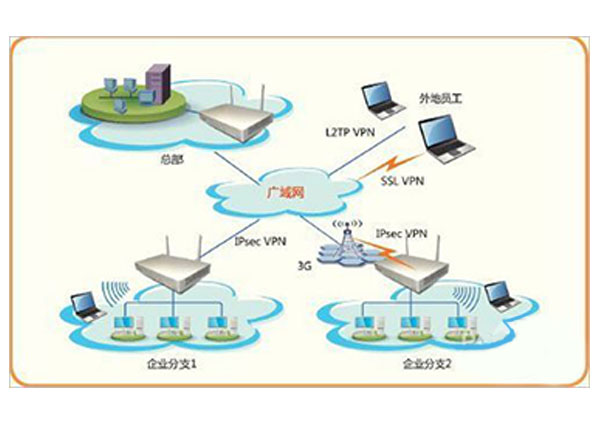
- 網絡集成與安全: 通過VLAN劃分將生產控制網絡與數據采集/管理網絡進行邏輯隔離,配置防火墻策略,確保OT與IT網絡融合時的安全性。采用統一的網絡管理平臺監控所有集成設備的運行狀態。
三、 方案優勢與應用價值
- 實時透明化: 管理者可遠程實時監控每臺機床的運行狀態、產量、效率(OEE)及任務進度。
- 精準追溯: 通過條碼串聯起物料入庫、加工、檢驗、出庫全流程,實現產品從“搖籃到墳墓”的精確追溯,快速定位質量問題源頭。
- 無紙化與防錯: 替代紙質工單,通過條碼掃描自動調取加工程序和工藝參數,減少人為錯誤,提高換線效率。
- 數據驅動決策: 積累的設備運行數據、生產數據為預防性維護、工藝優化、產能分析提供了堅實的數據基礎。
- 柔性集成: 模塊化設計便于系統擴展,可靈活接入新設備或新的識別技術(如RFID)。
四、 實施要點
成功實施本集成方案,需重點關注:前期對車間所有PLC型號、通信協議及所需采集數據點的詳細調研;選擇穩定可靠、兼容性強的工業網關與網絡設備;設計合理的數據流與業務邏輯,確保條碼信息與生產事件準確關聯;以及針對操作人員和維護人員的系統培訓。
結論
將機床PLC數據采集技術與條碼識別打印系統通過網絡工程進行深度集成,是打造數字化車間的有效實踐。它打通了從控制層到信息層的數據通道,實現了生產過程的數字化、可視化與可追溯,為企業邁向智能制造奠定了關鍵的基礎設施。隨著工業互聯網技術的成熟,此類集成方案的部署將更加標準化和便捷,賦能制造業轉型升級。